IN-SITU CRANKSHAFT REPAIR, WITHOUT DRYDOCK
A scored, worn, or out-of-tolerance crankshaft can take a vessel or power plant offline for weeks. The traditional path costs 3-6 weeks before repair even begins: pull the engine, ship it out, and wait in the workshop queue.
OSM International eliminates that. Our specialists machine the crankshaft where it lives, mounting custom portable equipment directly on the engine. We restore crankpin journals to the first feasible undersize within OEM specification, holding a ±0.02mm tolerance. No engine removal. No drydock.
Journal machining is only part of it. We resolve cam and ridge wear in-situ, restore hardened journal surfaces through in-situ heat treatment, and straighten bent or twisted crankshafts. NDT Level II inspection and a class-accepted certified report bracket every repair, before and after.
Purpose-Built Tooling
Custom, in-house-developed in-situ crankshaft machining systems, engineered specifically for precision crankshaft work in the engine room, at the dock, or at anchorage.

Services Performed
- In-situ crankpin journal restoration to first feasible undersize (±0.02mm)
- Cam & ridge wear removal, in-situ, no engine strip-down
- In-situ heat treatment / annealing to restore journal hardness
- Crankshaft straightening for bent or twisted shafts
- Main-journal and crankpin surface restoration
- Fillet radius restoration and blending
- Pre- and post-repair NDT Level II inspection (MT / VT)
- Deflection measurement before and after machining
- Surface finish measurement and certification
- Material hardness verification (HRC/HV)
- Certified dimensional reporting accepted by all major class societies
Technical Specification
Machining tolerance
±0.02mm
Journal diameters
80-1,200mm
Surface finish
Ra 0.1-0.3µm
NDT methods
MT / VT
Report acceptance
DNV · LR · ABS · BV · NK · RINA
Mobilisation
24h emergency · 48h standard
Engine Coverage
HOW WE WORK
4-STEP PROCESS
01
Inspect
NDT Level II assessment: Magnetic Particle (MT) and Visual (VT). Dimensional survey of all journals and crankpins. Reports accepted by DNV GL, Lloyd's, and ABS.
02
Diagnose
Full OEM comparison, ovality/taper and wear measurements, and a written repair strategy submitted to the client for approval before any machining begins.
03
Machine
In-situ repair using custom, in-house-developed tooling engineered specifically for crankshaft work: journal restoration, cam and ridge wear removal, heat treatment, and straightening to OEM specification.
04
Verify
Post-repair dimensional verification confirms OEM tolerances (±0.02mm). A certified inspection report with all measurements, NDT results, and material data is issued.
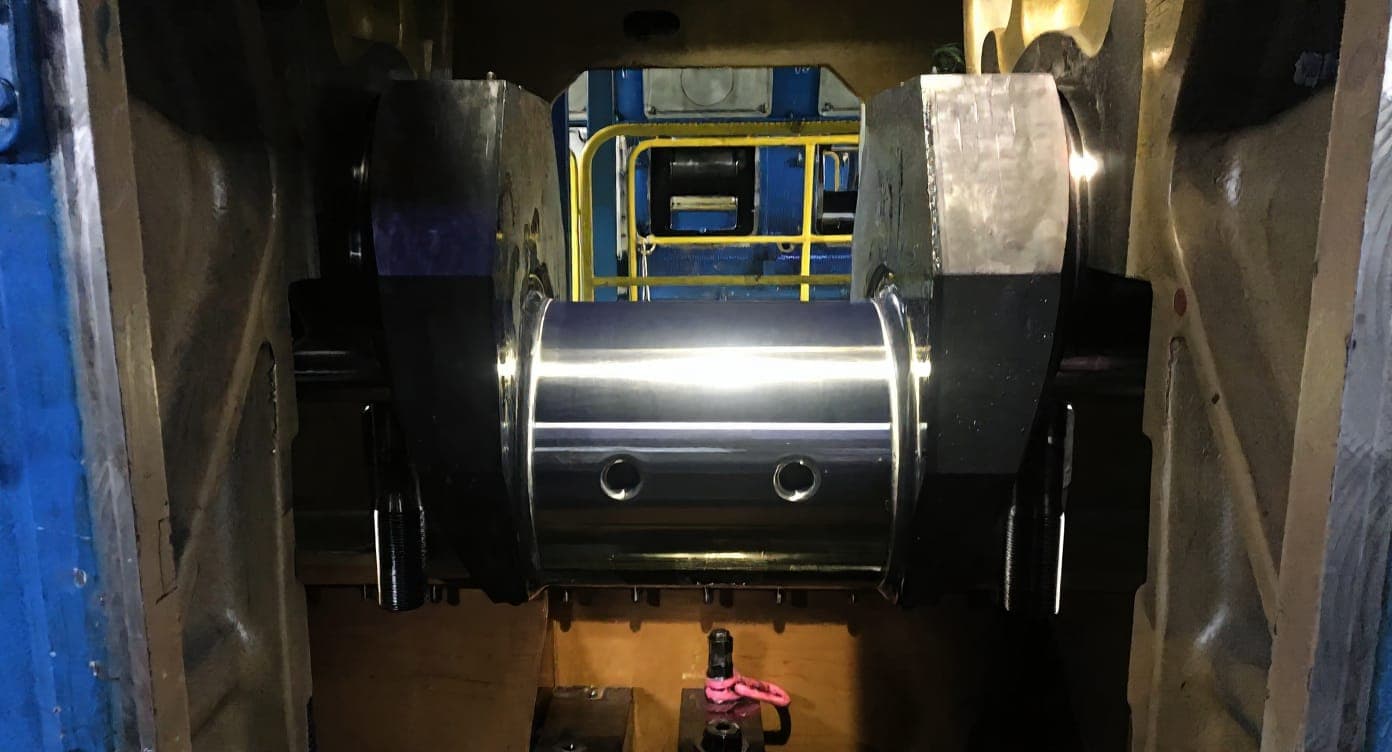
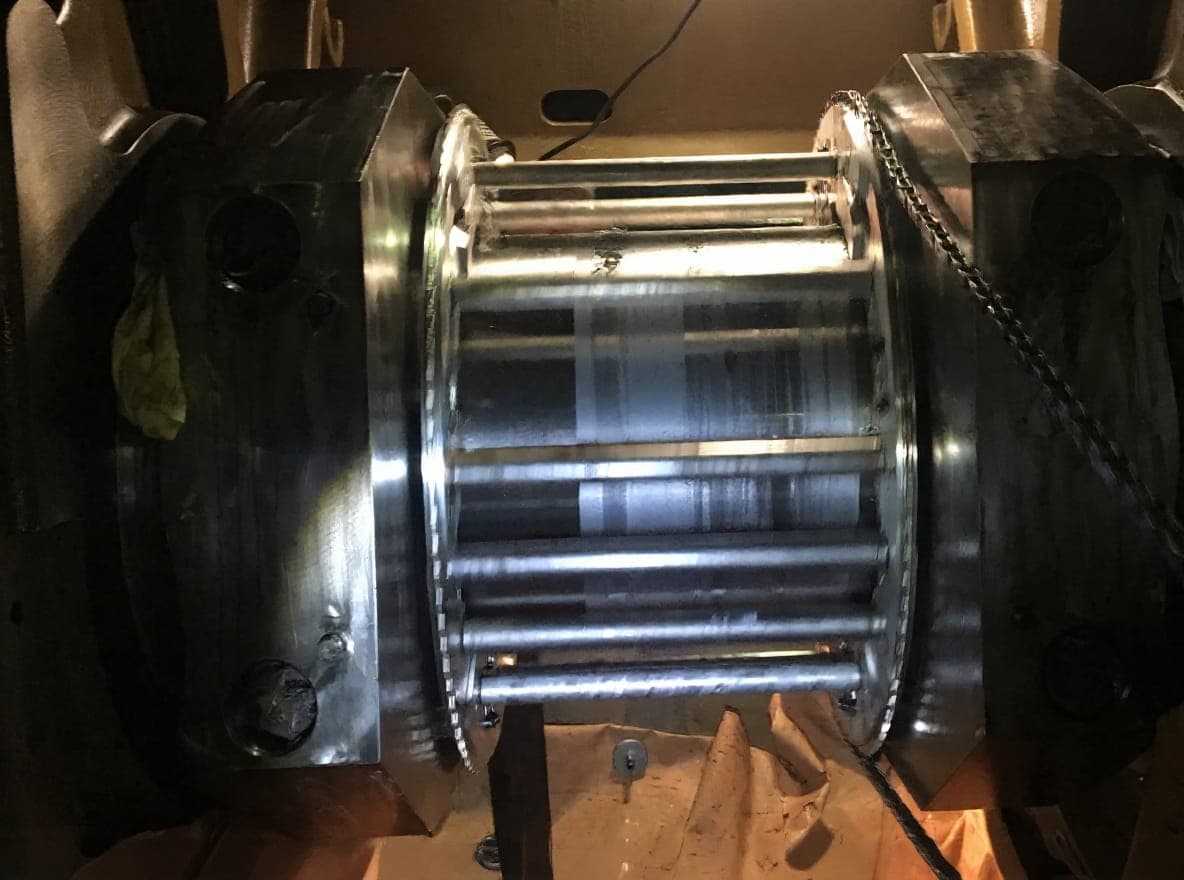
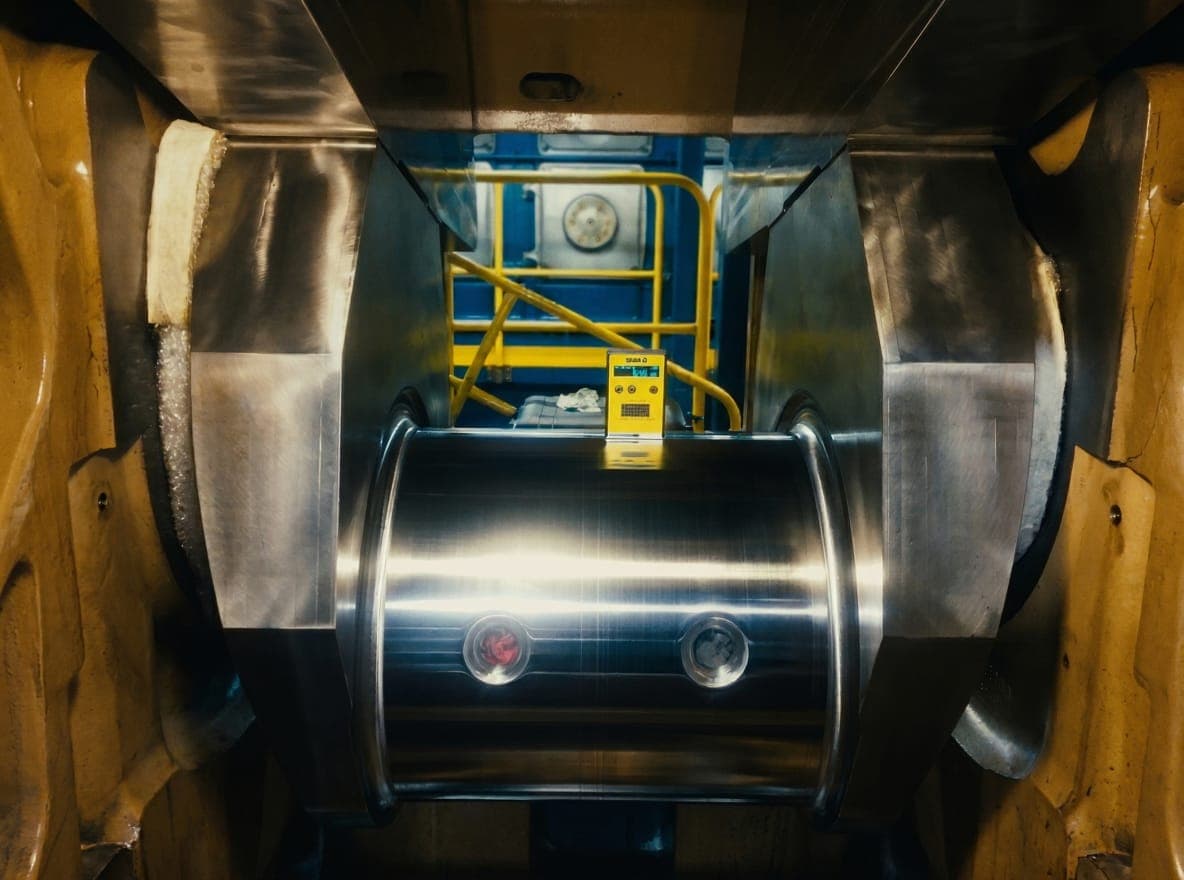
PROJECT GALLERY
WORK PHOTOGRAPHY

Related Services
COMMON QUESTIONS
CRANKSHAFT MACHINING, ANSWERED
Can a crankshaft be machined in-situ without removing the engine?
Yes. OSM International performs full in-situ crankshaft machining. We mount custom, in-house-developed portable equipment directly on the engine and restore crankpin journals to the first feasible undersize within OEM specification, holding ±0.02mm. No engine removal, no drydock, no workshop queue.
What crankshaft damage can OSM repair on-site?
Cam and ridge wear (resolved in-situ, with around 90% of cases repaired within OEM nominal wear tolerances and no engine strip-down). Crankpin journal damage from friction, poor lubrication, or bearing failure. Hardened journal surfaces (restored via in-situ heat treatment and annealing). Bent or twisted crankshafts (corrected by precision machining). Every repair is brought back to OEM tolerances.
How long does in-situ crankshaft machining take?
OSM mobilizes within 24 hours for emergencies and 48 hours as standard, anywhere in the Americas and Caribbean. Working in place turns the traditional 3-6 week removal-and-workshop route into a matter of days.
Are your crankshaft machining reports accepted by classification societies?
Yes. Every job includes NDT Level II inspection (MT, VT) and a certified dimensional report issued to ASTM standards. Reports are accepted by DNV GL, Lloyd's Register, ABS, Bureau Veritas, NK (ClassNK), and RINA, and by all major marine underwriters.
GET STARTED
REQUEST CRANKSHAFT MACHINING
Give us the details: engine type, vessel name, journal condition, and location. Our team responds within 2 hours with a feasibility assessment and a mobilization timeline.
24/7 EMERGENCY LINE
REQUEST SERVICE
We respond within 2 hours. Emergency? Call +1.800.903.1509