
SHAFT JOURNALS RESTORED IN-PLACE
Worn or scored shaft journals accelerate bearing failure and drive excessive vibration through propulsion and auxiliary systems. Traditional repair means shaft withdrawal, a slow and complex operation that ties up a drydock or a specially equipped workshop.
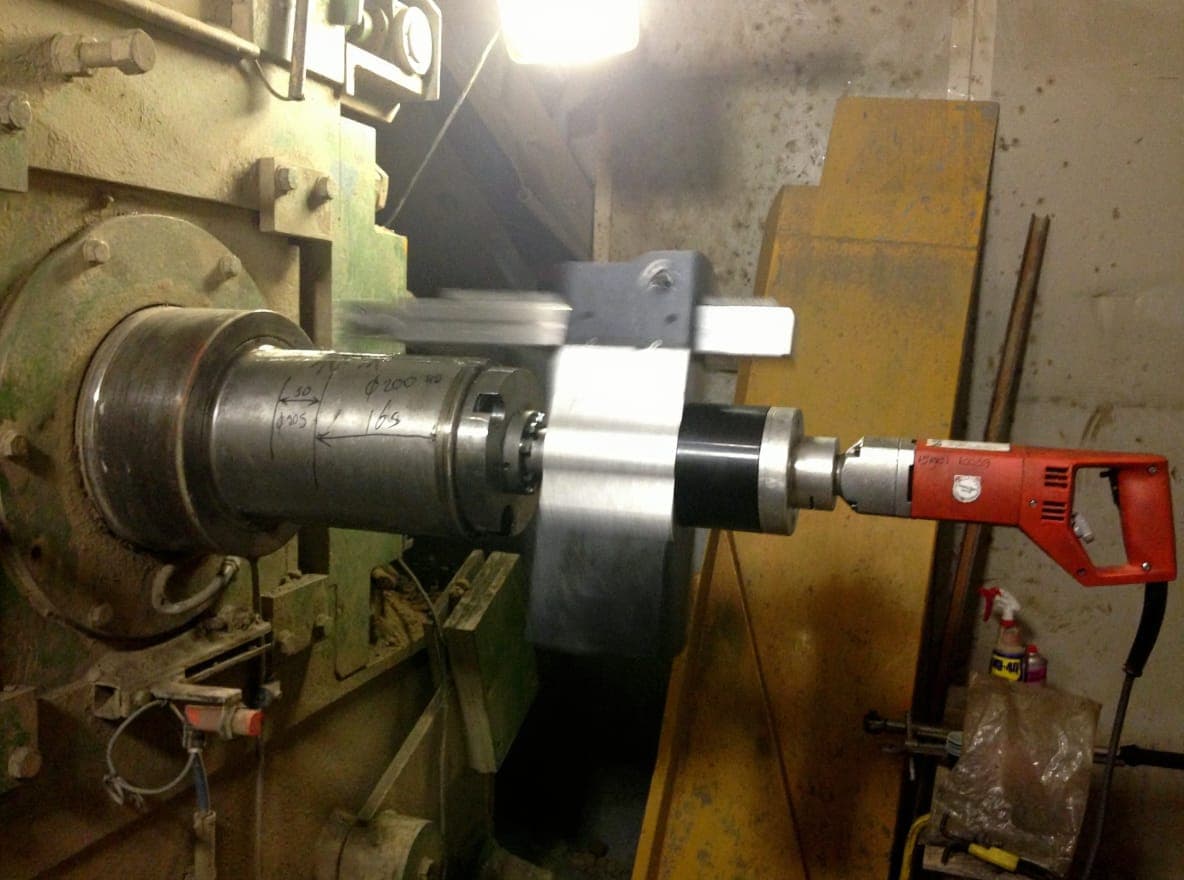
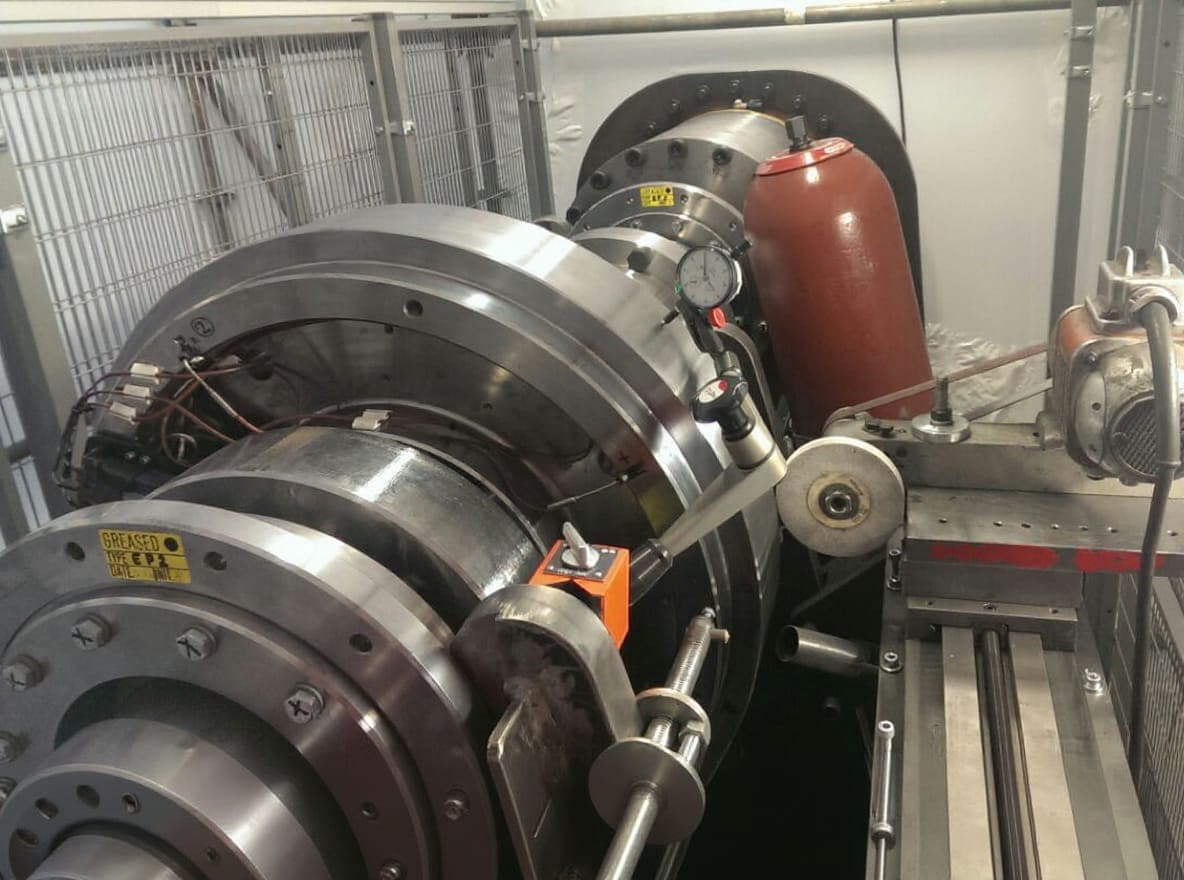
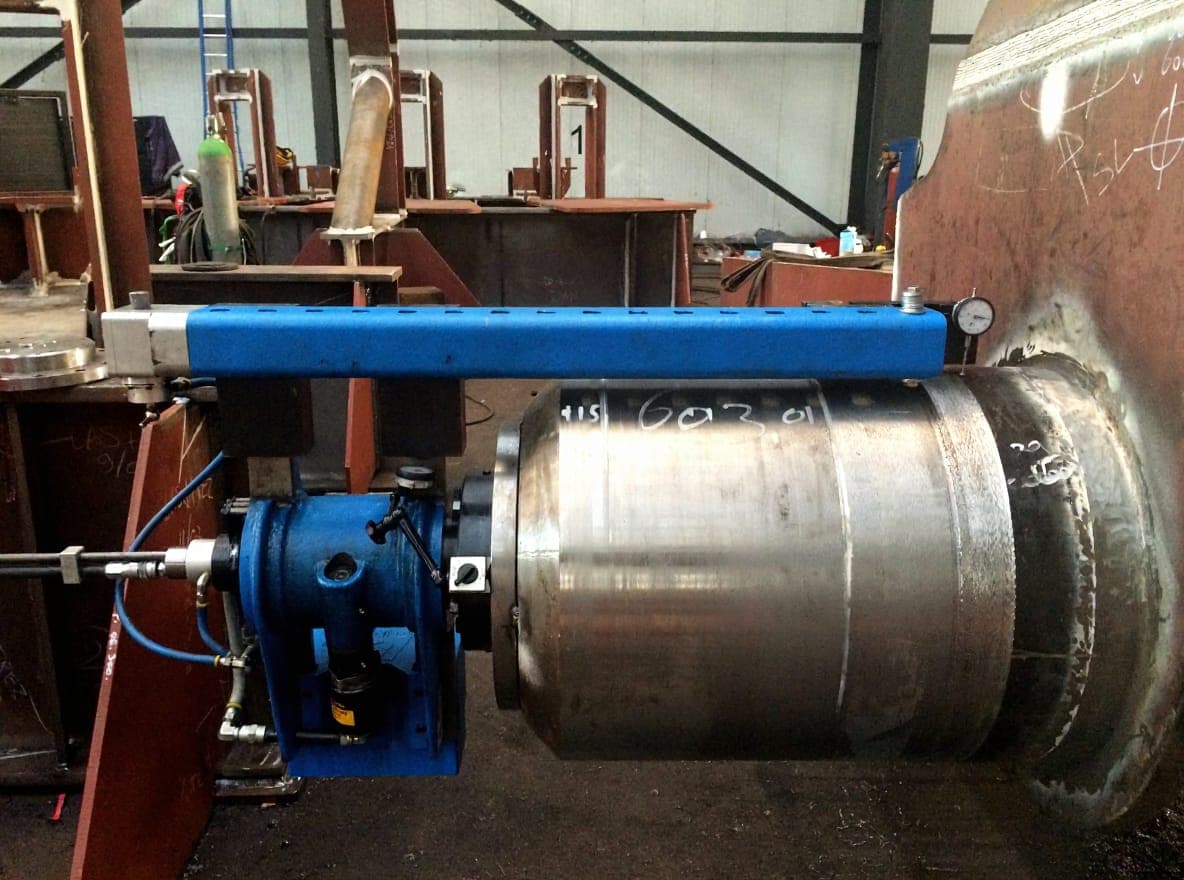
OSM International's portable shaft machining equipment allows in-situ grinding, turning, and polishing of propeller shafts, intermediate shafts, and all associated journals with the shaft remaining in its bearings. Roundness tolerances of ±0.01mm and surface finishes of Ra 0.4-1.6µm are achieved without shaft removal.
We have rehabilitated shafts on cruise ships, bulk carriers, container vessels, offshore support vessels, and naval craft across the Americas and Caribbean. The goal on every job is the same: back in service fast, at the lowest total cost.
Applications
- Propeller shaft journal grinding and polishing
- Intermediate shaft coupling journal machining
- Tail shaft oil-seal running surface restoration
- Thruster shaft journal rehabilitation
- Azimuth drive output shaft machining
- Pump and compressor shaft journals
- Keyway cutting and keyway repair on shafts
- Coupling hub bore and face machining
Technical Specification
Shaft diameter range
50-1,000mm
Roundness tolerance
±0.01mm
Cylindricity
±0.015mm / 500mm
Surface finish
Ra 0.4-1.6µm
Keyway width tolerance
±0.01mm
Report acceptance
DNV · LR · ABS · BV · NK · RINA
HOW WE WORK
4-STEP PROCESS
01
Dimensional Assessment
Measurement of shaft diameter, roundness, cylindricity, and surface condition at all bearing journals. Identification of wear pattern, scoring, and required material removal to restore OEM clearances.
02
Portable Lathe Setup
Mounting of portable shaft lathe or grinding equipment on the shaft supports. Alignment of cutting tool to shaft centerline within ±0.005mm. Selection of cutting parameters based on material and finish requirement.
03
Machining & Polishing
Turning or grinding pass to restore journal diameter and geometry. Final polishing to achieve required surface finish (Ra 0.4-1.6µm on bearing journals). Keyway cutting or repair if required.
04
Inspection & Report
Final diameter and roundness measurement at all journals. Surface finish verification. Oil-film clearance calculation. Full certified inspection report for class society and P&I club documentation.
PROJECT GALLERY
WORK PHOTOGRAPHY

Related Services
COMMON QUESTIONS
SHAFT MACHINING: ANSWERED
Can a propeller shaft be machined without removing it from the vessel?
Yes. Our portable shaft lathe and grinding equipment mounts directly around the shaft in-situ. We machine, grind, and polish the journals with the shaft still in its bearings. That removes shaft withdrawal (a complex operation requiring drydock and specialized rigging) and saves weeks of downtime and significant cost.
What is journal machining and why is it needed?
Journal machining restores the bearing contact zones on a rotating shaft to their correct diameter, roundness, and surface finish. As shafts wear or score, bearing clearances increase, causing vibration, accelerated bearing failure, and ultimately shaft damage. Restoring the journal geometry returns the shaft to OEM specification and prevents further deterioration.
What shaft diameters can be machined onsite?
Our portable equipment covers shaft diameters from 50mm to 1,000mm, serving propeller shafts, tail shafts, intermediate shafts, thruster output shafts, azimuth drive shafts, and pump or compressor shafts across cruise ships, bulk carriers, container vessels, offshore support vessels, and naval craft. Call +1.800.903.1509 to confirm your configuration.
How long does onsite shaft and journal machining take?
In-situ shaft and journal machining usually takes 1 to 5 days depending on shaft diameter, the number of journals, and the finish required. We mobilize within 24 to 48 hours, replacing the weeks of downtime a shaft withdrawal and workshop visit would cost.
How do you achieve class-required tolerances working in the field?
OSM International uses precision-calibrated portable lathes and grinding equipment aligned to within ±0.005mm of the shaft centerline. Continuous in-process measurement with calibrated micrometers and roundness gauges holds roundness to ±0.01mm and surface finishes to Ra 0.4-1.6µm. Every figure is documented in a certified inspection report accepted by DNV, ABS, Lloyd's Register, Bureau Veritas, NK, and RINA.
GET STARTED
REQUEST SHAFT MACHINING
Tell us shaft diameter, vessel type, and current condition. We respond within 2 hours with a detailed plan.
24/7 EMERGENCY LINE
REQUEST SERVICE
We respond within 2 hours. Emergency? Call +1.800.903.1509